Fiziksel Buhar Biriktirme Yönteminde Alüminyum Kaplanacak Plastik Malzeme Türünün Yapışma Performansına Etkisi

- JACOM_CONTENT_CREATED_DATE_ON
- JACOM_CONTENT_WRITTEN_BY
 Özet
Özet
Plastikler, düşük maliyet, kolay şekillendirilebilirlik, kimyasallara karşı direnç, ısı ve elektrik direnci vb gibi özelliklerinde dolayı günlük hayatımızda yaygın olarak kullanılmaktadır. Buna karşın birçok plastik malzeme estetik uygulamalarda yetersiz olması ve ışığı soğurması nedeniyle bazı uygulamalar için uygun olmamaktadır. Endüstriyel uygulamalarda plastiklerin bu eksikliğini gidermek için kaplamalar yapılarak sorun giderilmektedir. Plastikler yüksek sıcaklıkta katı fazını muhafaza edemediklerinden dolayı düşük sıcaklıkta yapılan kaplamalara uygundur. En sık kullanılan kaplama yöntemlerinde biri fiziksel buhar biriktirme yöntemidir. Bu yöntemde kaplama sıcaklığı düşük olduğundan dolayı kaplama malzemesinin plastik ürün üzerine yapışması ciddi bir sorundur. Bu makalede otomotiv sanayinde kullanılan bir plastik ürün STM D 3359-87 standardına göre alüminyum malzemesi ile kaplanmış ve farklı parametrelerin yapışma mukavemetine etkileri incelemiştir.
Anahtar Kelimeler: Plastiklerin kaplanması, Fiziksel Buhar Biriktirme (FBB), Alüminyum kaplama, Metalizasyon.
Giriş
Plastik malzemeler uygun fiyatlı ve çeşitli kalıplama tekniği ile üretime uygun olduğundan dolayı endüstride yaygın olarak kullanılmaktadır. Plastik malzemeler ışığı soğurduğu için ürüne kaplama yapılarak yansıtıcılık özelliği artırılmaktadır. Bunun için genellikle alüminyum ile kaplanmaktadır. Plastiklerin alüminyum kaplanması için en uygun kaplama yöntemi, düşük sıcaklıkta yapılan fiziksel buhar biriktirme yöntemidir. Kaplama ömrünün uzun olması için iki malzemenin birbirine yapışmasının uygun olması önemlidir. Yapışma mukavemetinin yeterli olması için en önemli etkenlerden biri plastik malzemenin türüdür.
Fiziksel buhar biriktirme, katı bir kaynağı vakum ortamında buharlaştırarak hedef yüzey üzerinde biriktirilmesi yöntemidir [1]. Milde, Goedicke, Fahland (1996), çalışmalarında fiziksel buhar biriktirme işlemlerinden önceki ön işlem/hazırlık için, plazma ve iyon ışını tekniklerini tercih etmişlerdir [92]. Ön işlemin başarısı sadece ilgili polimer tipine bağlı değil, aynı zamanda oldukça hassas bir şekilde işlemin yoğunluğu ve tipine de bağlıdır. Polyester film olarak akrilat kaplı polyester filmler ve yönlendirilmiş polipropilenden yapılmış filmler, plazma veya iyon ışını dozu ön işleminin sıçratılma ve buharlaştırma yöntemlerinde bakır tabakaların yapışma mukavemeti üzerindeki etkileri incelenmiştir. Senirget E., Güldaş A. ve Altuğ M. (2020), çalışmasında ise kaplamanın plastiğe yapışma sorununu çözmek için buharlaşma öncesinde plastik parçalara iyonik deşarj uygulamıştır [3]. Bu çalışmada farklı voltaj ve sürelerde gerçekleştirilen iyonik deşarj prosesinin plastiklerdeki yüzey pürüzlülük değişimi ölçülmüştür. Daha sonra yüklenmiş ve yükleri alınmış plastiklere yapılan alüminyum kaplamanın STM D 3359-87 standardına göre yapışma performansları kıyaslanmıştır. Bu sayede yüzey pürüzlülüğünün ve yüklenmenin tutunmaya olan etkisi incelemiştir.
Fiziksel buhar biriktirme yöntemiyle stiren akrilonitril (SAN) ve polistiren (GPPS) şeffaf polimer malzemelere SiC kaplama yaparak polimer malzemelerin çizilme direnci ve cam malzeme yerine kullanılabilirliğini araştırmıştır [4]. Bu çalışmaya göre SiC kaplama tabakasının kalınlığı 50-150 nm’dir. SiC kaplama yapıldığında SAN ve GPPS polimer malzemelerin çizilme direnci ve ultraviyole dayanımı yükselmiştir. Bunun yanında plastik ürünlere dekoratif amaçlı Cr-O-N [5], CrNi gibi kaplamalar [6] da gerçekleştirilmiştir. Milde, Goedicke, Fahland (1996) yaptıkları çalışmada PET, akrilat kaplı PET, polyerter film ve polipropilen filmleri bakır ile kaplamışlardır. Bu çalışmada, polimer filmlere kaplama yapılmadan önce plazma ve iyon ışını ile ön işlem uygulamışlardır. Bu çalışmaya göre kaplamanın kalitesi sadece polimer malzemeye bağlı değil aynı zamanda ön işlemin hassasiyetin eve yoğunluğuna bağlıdır.
Gerçekleştirilen bu çalışmada, polikarbonat (PC), polimetil metakrilat (PMMA), teflon (PTFE) ve kestamid olmak üzere dört farklı malzemeye alüminyum kaplama yapılarak kaplamanın yapışma mukavemeti incelenmiştir.
Malzeme ve Metod
Gerçekleştirilen bu çalışmada polikarbonat (PC), polimetil metakrilat (PMMA), teflon (PTFE) ve kestamid olmak üzere dört farklı plastik malzeme fiziksel buharlaştırma metodu kullanılarak alüminyum ile kaplanmıştır [7]. Kaplanan ürünler Resim 1’de verilmiştir. Alüminyumun saflığı, buharlaşma esnasında homojen birikmenin sağlanması için önemli olduğu için özel olarak seçilmiştir. Kaplama malzemesi olarak kullanılan tel şeklindeki alüminyumun formu kullanılacak olan dirençli tele uygun olarak seçilmiştir. Alüminyum tel malzemesinin kimyasal bileşeni Çizelge 1’de verilmiştir.

Resim 1. Kaplama yapılacak plastik malzemeler a) PC b) PMMA c) Teflon d) Kestamid [8]

Kaplama Düzeneği
Kaplama işlemi, alüminyum kaplama makinesinde gerçekleştirilmiştir. Cihaza ait vakum sisteminin şematiği Resim 2’de gösterilmiştir. Vakum sistemindeki parametreler resimde göründüğü gibi seçilmiştir. Panodaki parametre ayarları menüsü akış şemasını da temsil etmektedir.
Kaplama İşleminin Yapılması
Plastik numunelere alüminyum kaplama işlemi, aşağıda belirtildiği şekilde yapılmıştır.
1. Numunelerin Vakum Haznesine Yerleştirilmesi: Ürünün makineye yerleştirilmesi için öncelikle aparatları makineye bağlanmıştır. Daha sonra ürünler aparatlara yerleştirilmiştir. Ürünlerin üzerinde toz vb. kalmaması için iyonik deşarj tabancası ile hava tutulmuştur.
2. Kaba Vakumun Yapılması: Vakum haznesinin kapağı kapatılmıştır. Alçak vakum pompası RP1 ve ardından alçak vakum valfi YV4 açılmıştır. Vakum değeri 10-2 mbar değerine gelince alçak vakum sistemi kapatılıp yüksek vakum sistemini açılmıştır.
3. İyonik Deşarjın Yapılması: Kaba vakumda vakum işlemini mekanik pompa ve roots pompa birlikte yapmaktadır. İyonizasyon işlemi ise katod çubuğu ile yapılmaktadır. Bu çubuğa yüksek gerilim ve düşük akım uygulanmaktadır. İyonizasyon valfinden çan içine çekilen hava katod çubuğu vasıtasıyla iyonize edilmektedir. Böylece serbest kalan elektronlar askılardaki ürünlere elektron bombardımanı yapmaktadır.
4. Yüksek Vakum Yapılması: Vakum 10-4 mbar değerine ulaştığında YV4 valfi kapatılarak YV2 valfi açıldıktan sonra ve HV51 ve HV52 difüzyon pompaları devreye girmektedir.
5. Kaplamanın Yapılması: Vakum işlemini mekanik pompa, roots pompa ve difüzyon pompası yapmaktadır. Buharlaşmayı ise rezistans baraları gerçekleştirmektedir. Bu baralara yüksek akım ve düşük gerilim uygulanmıştır. İyonizasyon işlemiyle sonra buharlaşan alüminyum Al+3 gazı haline gelerek parça yüzeylerine yapışmaktadır.
6. Numunelerin Vakum Haznesinden Alınması: Kaplama işlemi tamamlandıktan sonra kaplanmış numuneler aparatlarından çıkartılarak hazneden dışarı alınmıştır.

Resim 2. Kaplama Makinesi Kontrol Panosu Tablosu
Kaplanmış Plastiklerin Karakterizasyonu
Kaplamanın iyi performans gösterebilmesi için yüzeye tamamen yapışması gerekmektedir. Bu nedenle kaplamanın polimer yüzeye yapışmasını kontrol etmek amacıyla alüminyum kaplanmış plastik ürünlere yapışma testi yapılmıştır. Bu test ASTM D 3359 – 97 Standardına göre yapılmıştır [8]. ASTM D 3359-97 standardı test yöntemi B’ye göre, numunenin düz yüzeyine, alt tabaka filmine 6 – 11 tane kafes şeklinde kesik atılır. Basınca duyarlı bant kesiğe yapıştırılır/uygulanır ve sonra kaldırılarak olan yapışma ölçeği, resim ve açıklamalar ile karşılaştırılarak değerlendirilir. Yanlış bir duyarlılık izleniminden kaçınmak için 0 ile 5 arasındaki sınırlı bir ölçek kasıtlı olarak seçilmiştir [8].
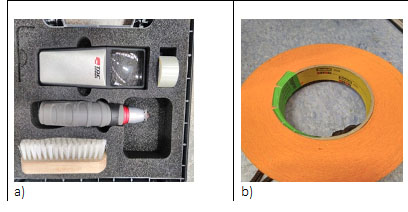
Resim 3. Yapışma testinde kullanılan ekipmanlar. a) test kiti b) Scotch 2525 bant
Test için Resim 3.a’daki yapışma test kiti kullanılmıştır. Kesikler yaklaşık 20 mm uzunluğunda ve test bıçağı 15 ile 30° arasında bir açı ile kullanılmıştır. Resim 3.-b’deki bant kesiğe yapıştırılmıştır. Yapışmadan 30 – 90 s içerisinde, 180°’lik bir açıyla bant kaldırılmıştır. Daha sonra büyüteç yardımıyla kesit alanı incelenerek sonuçlar Çizelge 2’deki tabloda kıyaslanmıştır. Bu kıyaslamaya göre çıkan sonuçlar tablo halinde listelenmiştir. Her test, plastiğin iki farklı konumunda tekrarlanmıştır. ASTM D 3359-97 standardına göre testin güvenilirliği %95 seviyesindedir [8].



Araştırma ve Bulgular
Düşük sıcaklıkta yapılan kaplamalarda substrat ve kaplama malzemesinin yapışma testinden geçmesi önemli bir problemdir. Kaplama yapılacak plastik malzemenin bu duruma etkisini incelemek için bu deney yapılmıştır. Bu proseste kaplanacak plastiklerin bulunduğu negatif basınç altındaki kapalı bir odaya yüksek gerilim ve akım uygulanmaktadır. İyonik deşarjın ardından alüminyum kaplama işlemi yapılmaktadır. Kaplamanın yapışma performansı ASTM D 3359-87 standardına göre test edilerek sonuçlar kıyaslanmıştır. Böylece, farklı plastik malzemelerin alüminyum ile kaplanmasında alüminyumun plastik parça yüzeyine yapışma mukavemetine olan etkisi incelenmiştir.
Yüzey pürüzlülüğünün yapışma testine etkisinin zayıf olduğu literatürde belirtilmiştir [8]. Bu nedenle bu çalışmada etkisinin az olduğu düşünülerek plastik numunelerin yüzey pürüzlülük farkları ihmal edilmiştir. Plastik ürünlerin yüzey pürüzlülükleri genellikle şekillendirilirken/kalıplanırken temas ettiği kalıbın yüzey pürüzlülüğüne bağlıdır. Şayet yüzey pürüzlülüğünün etkisi ihmal edilecek kadar az olmasaydı, daha düşük yüzey pürüzlülüğüne sahip plastiklerin üretilmesi şart olacaktı. Bu da kalıp üretimi sırasında ilave bir maliyet getirecektir.
Yapılan test sonucunda durumu 0 ve 1 çıkan sonuçlar ret, 2 ve 3 çıkan sonuçlar testte başarılı olmasa da kriteri düşük ürünler için değerlendirilebilir durumda olarak görüldüğü için 1. seviye kabul (K1), 4 ve 5 çıkan sonuçlar uygun olarak (K2) değerlendirilmiştir.
Sonuçlar
1. Teflon numuneye yapılan deneylerde hiçbir proseste yapışma testinden uygun sonuç alınamamıştır. Bu yöntemde alüminyum kaplama yapılacak uygulamaların uzun ömürlü olması için bu hammaddeden seçilmemesi gerekmektedir. Yani alüminyum ile kaplamaya uygun malzeme değildir.
2. Kestamit numuneye yapılan deneylerde 1400 Volt/250 saniye ve 2650 Volt/250 saniye proseslerinde yapışma testinden geçmiştir. Bu yöntemle alüminyum kaplama yapılacak parçaların kestamitten seçilmesi, kaplama proses süresi uzun olacağı için maliyetli olacaktır.
3. PMMA numuneye yapılan deneylerde 1400 Volt ve üzerindeki değerlerde yapışma testinden geçmektedir. Seçilen malzemeler arasında ikinci en yüksek değeri bu malzeme almıştır.
4. PC numuneye yapılan deneylerde 650 Volt 250 Saniye ve daha yüksek değerlerde yapışma testinden geçmektedir. Deneydeki yapışma testinde en iyi sonuç veren hammadde PC hammadde olmuştur.
Not: Bu çalışma Gazi Üniversitesi Fen Bilimleri Enstitüsü İmalat Müh. Bölümünde yüksek lisans tezi olarak gerçekleştirilmiştir. Bu çalışmanın belirli bir kesiti sempozyum bildirisi olarak yayınlanmıştır. Ayrıca, deneysel çalışmalarda kullanılan deney numuneleri Aygersan A.Ş. tarafından sağlanmıştır. Teknik bilgilerin kullanılması, çoğaltılması ve yayınlanmasında yazarlardan ve çalışmayı desteklediği için Aygersan A.Ş.’nin izni olmadan kullanılamaz.
Kaynaklar
1. Keleşoğlu E. (2011). Sert Kaplamalar Üretim Teknikleri ve Özellikleri (Birinci Baskı), İzmir:Ege Basım, 1-121.
2. Milde, F., Goedicke, K. and Fahland, M. (1996). Adhesion behavior of PVD coatings on ECR plasma and ion beam treated polymer films, Solid Films, 27 (1-2), 169-173.
3. E. Senirget, A. Güldaş ve M. Altuğ (2020), Polimer Malzemelere Fiziksel Buhar Biriktirme Yönteminde Uygulanan İyonik Deşarjın Polimere ve Kaplamanın Yapışmasına Olan Etkileri, Paper presented 1th International Science and Innovation Congress, Ankara, 209 – 222. 2020
4. Bayraktaroğlu, D. (2007) ‘Manyetik Alanda Sıçratma Yöntemiyle Polimer Malzemeleri SiC ile Kaplanması’, İTÜ Fen Bilimleri Enstitüsü, Tez no:521051004.
5. Öncel, S. (2002) ‘Katodik Ark FBB Yöntemi ile Dekoratif Amaçlı Cr-O-N Kaplamaların Üretilmesi’, İTÜ Fen Bilimleri Enstitüsü
6. Öztop, E. (2006) ‘Fiziksel Buhar Biriktirme Yöntemi İle Kaplanan Polimer Malzemelerin Özellikleri’, İTÜ Fen Bilimleri Enstitüsü, Tez no: 506031011.
7. E. Senirget ve A. Güldaş (2021). Polimer Malzemelerin Fiziksel Buhar Biriktirme Yöntemiyle Alüminyum Kaplanması ve Parametrelerin Araştırılması. Yüksek Lisans Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara, 1 – 83
8. ASTM D 3359 - 87, 1987. Standard measuring methods for measuring adhesion by tape test, American Society for Testing and Materials, Philadelphia.
Emir SENİRGET 1, Abdulmecit GÜLDAŞ 2
1 İmalat Müendisi, Aygersan A.Ş., Ankara
2 Gazi Ünivesitesi, Teknoloji Fakültesi, İmalat Mühendisliği Bölümü